

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
铰孔修复工艺修复后表面粗糙读Ra值可达3.2~()μm。
A.1.6
B.0.8
C.0.4
D.0.2
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.1.6
B.0.8
C.0.4
D.0.2
答案
 更多“铰孔修复工艺修复后表面粗糙读Ra值可达3.2~()μm。”相关的问题
更多“铰孔修复工艺修复后表面粗糙读Ra值可达3.2~()μm。”相关的问题
第3题
75CrMo轧辊的焊条电弧堆焊
(1) 工况 棒材轧机φ500mm轧辊加工中被车小,须堆焊修复。鉴于轧辊已全部加工成形,不允许有较大焊接变形。但由于车小段非主要工作部位,对表面硬度可不作要求,但必须保证结合强度。
(2) 堆焊工艺 用焊条电弧焊堆焊修复,选用高铬镍奥氏体焊条A302;焊条焊前经250℃×1h烘焙;φ4mm焊条焊接电流为160~180A,电弧电压24~26V,直流反接,轧辊预热至180℃。夹在机床上(颈部以托辊支撑)施焊,从两端向中间沿周长焊接,要求后道焊缝压住1/2前道焊缝,并施锤击。焊后立即加热至180℃×2h后再缓冷。
(3) 结果检验 切削堆焊部位,径向留30μm余量。探伤未见缺陷,变形最大值仅60μm,符合要求。轧辊在生产中使用正常。
试说明以下问题:
1) 焊条选择的依据;
2) 轧辊在堆焊前预热、堆焊后缓冷的目的;
3) 焊接电压和电流确定的依据;
4) 后道焊缝压住1/2前道焊缝,并施锤击的目的。
第7题
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔
第8题
A.PR→DR 30
B.PR→DR 45
C.DR→PR 45
D.PR→DR或DR→PR 40(用两种次序)
第9题
试将下列技术要求标注在下图上。
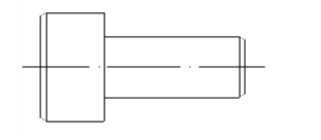
(1)大端圆柱面的尺寸要求为 ,并采用包容原则。
,并采用包容原则。
(2)小端圆柱面的轴线对大端圆柱面轴线的同轴度公差为0.03mm。
(3)小端面圆柱面的尺寸要求为φ25±0.007mm,素线直线度公差为0.01mm,并采用包容原则。
(4)大端圆柱面的表面粗糙度Ra值不允许大于0.8μm,其余表面Ra值不允许大于1.6μm。
第11题
表面粗糙度高度参数Ra值越大,表示表面粗糙度要求越高;Ra值越小,表示表面粗糙度要求越低。( )



















