题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
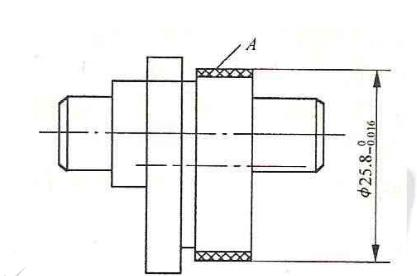
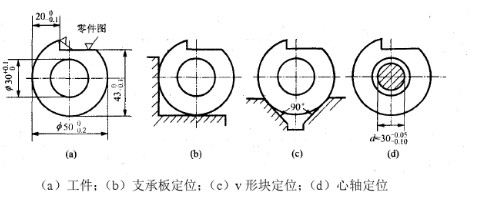
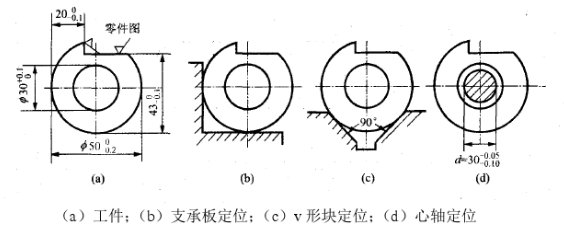
加工图(a)中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规定为0.5~0.8mm,零件上与此有关的加工过程如下
加工图(a)中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规定为0.5~0.8mm,零件上与此有关的加工过程如下:
(1)精车A面,保证尺寸。
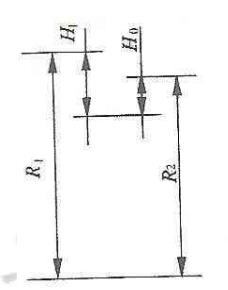
(2)渗碳处理,控制渗碳层深度为H1mm。
(3)精磨A面,保证尺寸;同时保证渗碳层深度达到规定的要求。试确定H1的数值。
 答案
答案
查看答案






 (2)
(2)
 mm。但按两零件图上标出的尺寸加工(
mm。但按两零件图上标出的尺寸加工( mm及
mm及 mm为该尺寸链的组成环),装配后此尺寸为
mm为该尺寸链的组成环),装配后此尺寸为 mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。