

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余
如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余量。

 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余量。
答案
 更多“如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余”相关的问题
更多“如下图所示零件,零件毛坯为40mm×22mm×32mm的长方坯(前、后、右侧面不要求加工),粗加工台阶面后留1mm精加工余”相关的问题
第3题
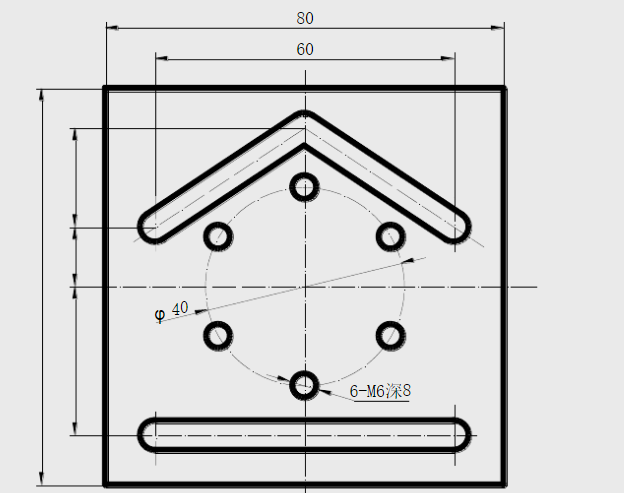
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
第4题

第6题
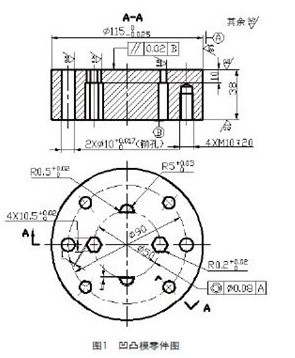
线切割加工如下图所示零件的凹模和凸模零件,已知该模具为落料模,d=0.14mm,z=001mm,δ配=0.01mm,试编制该线切割程序。
第7题
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为

第8题
在车床上加工如下图所示零件的

提示:该孔为精度较高的孔,可先用麻花钻钻出底孔,再用铰刀铰孔。
第10题
精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200mm/min,试编制加工程字。
提示:圆弧插补。
























