

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
孔加工循环的注意事项()。
A.以上内容全选
B.撤消孔加工固定循环指令为G80.此外,G0OG01G02G03也起撤销作用
C.孔加工循环指令是模态指令,一旦建立。一直有效,直到被新的加工方式代替或被撤销;孔加工数据也是模态值
D.孔加工固定循环指令执行前,必须先用M指令使主轴转动
E.孔加工固定循环中,刀具长度补偿指令在刀具至R点时失效
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.以上内容全选
B.撤消孔加工固定循环指令为G80.此外,G0OG01G02G03也起撤销作用
C.孔加工循环指令是模态指令,一旦建立。一直有效,直到被新的加工方式代替或被撤销;孔加工数据也是模态值
D.孔加工固定循环指令执行前,必须先用M指令使主轴转动
E.孔加工固定循环中,刀具长度补偿指令在刀具至R点时失效
答案
 更多“孔加工循环的注意事项()。”相关的问题
更多“孔加工循环的注意事项()。”相关的问题
第2题
在10mm厚的正六边形铝板上钻削加工如图所示的37个

提示:
①孔加工固定循环采用G91时,X、Y、Z、R均为相对坐标值(其中,X、Y为相对于前一点的XY轴坐标值;R为R点相对于初始点的z轴坐标值;Z为切削终点相对于R点的Z轴坐标值)。
②孔加工固定循环采用G91时,若L不为零,可实现分布在一条直线上的若干个等距孔的加工。
第6题
钻削如图所示

提示:
第7题
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-
第8题
A.加快切削速度,提高加工质量
B.缩短程序段的长度,减少程序所占内存
C.减少换刀次数,提高切削速度
D.减少吃刀深度,保证加工质量
第9题
 敏感因数ψσ=0.05,杆表面经磨削加工,疲劳安全因数nf=1.7,试计算外力F的许用值。
敏感因数ψσ=0.05,杆表面经磨削加工,疲劳安全因数nf=1.7,试计算外力F的许用值。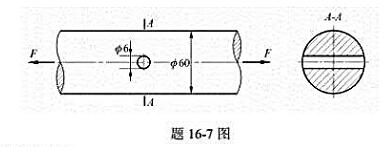
第10题
A.安排工序数量多,每一工序的加工内容少
B.需安排支承孔工序多,基准面工序少
C.需安排基准面工序多,支承孔工序少
D.安排工序数量少,每一工序的加工内容多



















