

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
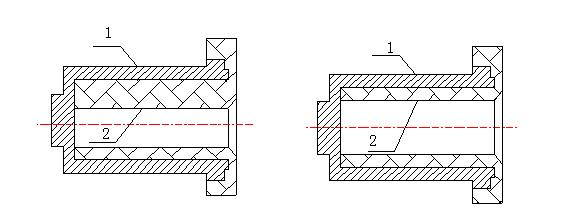
如图所示的毛坯,在铸造时内孔2与外圆1有偏心。如果要求获得:①与外圆有较高同轴度的内孔,应如何选择粗基准?②
内孔2的加工余量均匀,应如何选择粗基准?

 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
内孔2的加工余量均匀,应如何选择粗基准?
答案
 更多“如图所示的毛坯,在铸造时内孔2与外圆1有偏心。如果要求获得:①与外圆有较高同轴度的内孔,应如何选择粗基准?②”相关的问题
更多“如图所示的毛坯,在铸造时内孔2与外圆1有偏心。如果要求获得:①与外圆有较高同轴度的内孔,应如何选择粗基准?②”相关的问题
 50mm的圆棒料。
50mm的圆棒料。
























