题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
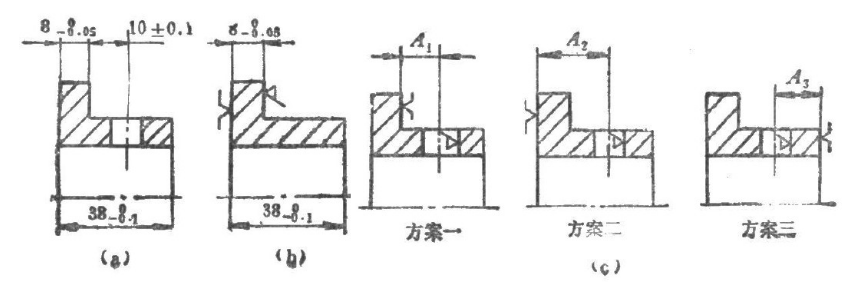
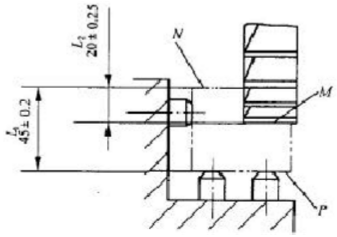
图为加工插座的车削工序图,由于设计尺寸mm不便直接测量,工艺上采用:钻、镗孔mm—镗孔mm深(5±0.05)mm—调头车端
图为加工插座的车削工序图,由于设计尺寸
试求:

(1)校核按上述尺寸加工能否保证设计尺寸的要求?
(2)按等公差法分配各组成环的公差并求工序尺寸A3及其上下偏差。
(3)若实际加工尺寸对A3超差(略大或略小一些),问是否肯定为废品?
 答案
答案
查看答案

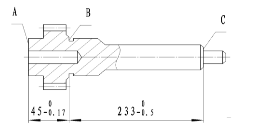
 70mm,加工长度为400mm ;加工后工件尺寸为
70mm,加工长度为400mm ;加工后工件尺寸为 ,表面粗糙度为Ra3.2μm;工件材料为40Cr
,表面粗糙度为Ra3.2μm;工件材料为40Cr ;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
 ,
,
 和
和 。
。


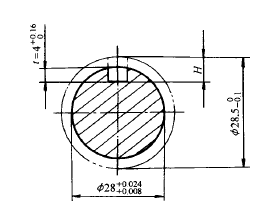
 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸