题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
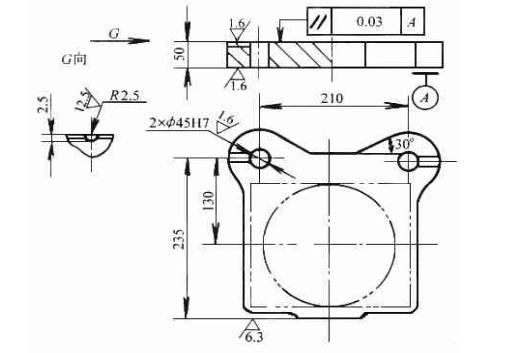
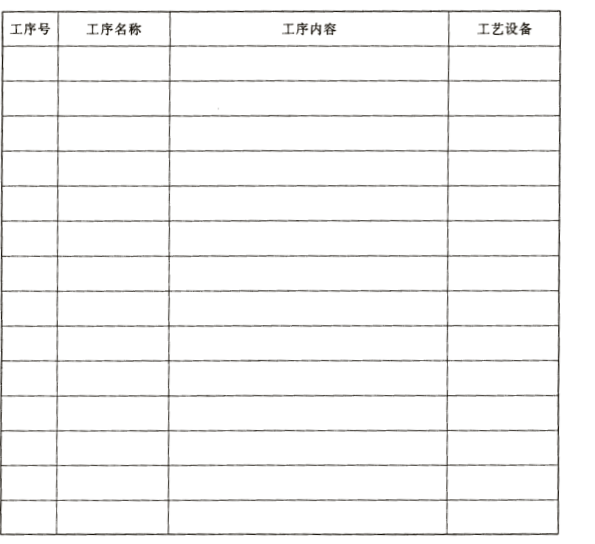
根据零件图(图4-1),编制零件加工工艺路线,填入表内。 工序号 工序名称 工序内容
根据零件图(图4-1),编制零件加工工艺路线,填入表内。
| 工序号 | 工序名称 | 工序内容 |
 答案
答案
动模座板工艺路线
①备料;
②锻:锻成235mm×205mm×30mm;
③热处理:正火;
④刨:刨六面,成225.5mm×195.5mm×25.5mm,对角尺;
⑤磨:磨上、下两大面,厚度至25mm;
⑥铣:精铣一端面、一侧面,成225mm×195mm×20mm,对角尺;
⑦钻:按图划线,钻4×φ10.5扩φ16×11,钻4×φ8.5扩φ14×9,钻φ25(顶杆孔);
⑧检验。


 mm。但按两零件图上标出的尺寸加工(
mm。但按两零件图上标出的尺寸加工( mm及
mm及 mm为该尺寸链的组成环),装配后此尺寸为
mm为该尺寸链的组成环),装配后此尺寸为 mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。