

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
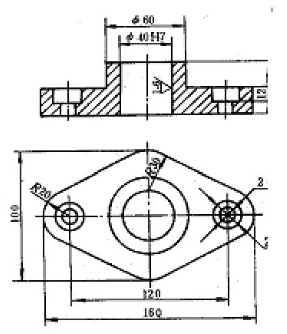
试完成如图所示零件中两个12孔的钻削加工的自动编程。
试完成如图所示零件中两个

 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
试完成如图所示零件中两个
答案
 更多“试完成如图所示零件中两个12孔的钻削加工的自动编程。”相关的问题
更多“试完成如图所示零件中两个12孔的钻削加工的自动编程。”相关的问题
第1题
钻削如图所示

提示:
第3题
在10mm厚的正六边形铝板上钻削加工如图所示的37个

提示:
①孔加工固定循环采用G91时,X、Y、Z、R均为相对坐标值(其中,X、Y为相对于前一点的XY轴坐标值;R为R点相对于初始点的z轴坐标值;Z为切削终点相对于R点的Z轴坐标值)。
②孔加工固定循环采用G91时,若L不为零,可实现分布在一条直线上的若干个等距孔的加工。
第7题
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
第8题
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-
第9题
A.曲面区域加工
B.曲面型腔加工
C.曲面钻削加工
D.曲面间过渡区域加工
第10题
在车床上加工如下图所示零件的

提示:该孔为精度较高的孔,可先用麻花钻钻出底孔,再用铰刀铰孔。























