

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
设H01=6mm,则G91 G43 G01 Z-15.0程序段执行后刀具的实际移动量为()。 A.9mm B.21mm C.15mm
设H01=6mm,则G91 G43 G01 Z-15.0程序段执行后刀具的实际移动量为( )。
A.9mm B.21mm C.15mm
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
设H01=6mm,则G91 G43 G01 Z-15.0程序段执行后刀具的实际移动量为( )。
A.9mm B.21mm C.15mm
答案
 更多“设H01=6mm,则G91 G43 G01 Z-15.0程序段执行后刀具的实际移动量为()。 A.9mm B.21mm C.15mm”相关的问题
更多“设H01=6mm,则G91 G43 G01 Z-15.0程序段执行后刀具的实际移动量为()。 A.9mm B.21mm C.15mm”相关的问题
第1题
根据图所给图形和尺寸及加工要求,填写编程指令或解释程序的含义。

00001 主程序
N10 G49 G40 G54 G90 G21 T01;
N20 M06;
N30 S500 M03:
N40 G91 G43 G00 Z-50.0 H01;(______)
N50 ______; 调用子程序
N60 G91 G49 G00 Z75.0;
N70 M05;
N80 M30;
01000 子程序
N10 ______;
N20 ______; 刀具半径左补偿,补偿号D01
N30 ______;
N40 ______;
N50 ______;
N60 ______;
N70 ______;
N80 ______;
N90 ______; 快速走刀到点(-4.0,-9.0)
N100 M99;
第2题
根据图所给图形和尺寸及加工要求,编写零件的加工程序。

加工参数
| 加工 顺序 | 刀具名 | 刀具号 | 刀具长度 补偿 | 主轴转速 (r/min) | 进给速度 (mm/min) | R点坐标 值(mm) | z点坐标 值(mm) |
| 1 | Ф5.1钻头 | 1 | 1 | 1200 | 80 | 5.0 | -12.0 |
| 2 | Ф7.8钻头 | 2 | 2 | 800 | 80 | 5.0 | -2.0 |
00001
N10 G80 G40;
N20 G49 M06 G01;
N30 S1200 M03;
N40 G90 G00 G54 X0 Y0;
N50 G91 G43 Z50.0 H02;
N60 G49 G92 Z50.0 M08;
N70 ______;深孔加工循环,#1位置
N80 ______; #2位置
N90 ______; #3位置
N100 ______;
N110 G91 G28 Z0 M05;
N120 G49 M06 T02;
N130 ______;
N140 G90 G00 X54 X0 Y0;
N150 G91 G43 Z50.0 H02;
N160 G49 G92 Z50.0 M08;
N170 ______;钻孔循环,#1位置
N180 ______; #2位置
N190 ______; #3位置
N200 ______;
N210 G91 G28 Z0 M05;
N220 G28 X0 Y0;
N230 M30;
第4题
设单位负反馈校正前系统G0(s)的对数幅频渐近特性曲线如图6-24所示。
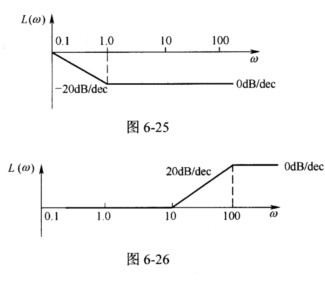 两种串联校正装置Gcb(s),Gcc(s)的对数幅频渐近特性曲线如图6-25和图6-26所示。
两种串联校正装置Gcb(s),Gcc(s)的对数幅频渐近特性曲线如图6-25和图6-26所示。
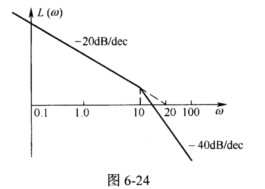 试求: (1)校正前系统的传递函数G0(s)。 (2)每种校正方案的校正装置的传递函数Gcb(s),Gcc(s)。 (3)分析两种校正方案对系统性能的影响。
试求: (1)校正前系统的传递函数G0(s)。 (2)每种校正方案的校正装置的传递函数Gcb(s),Gcc(s)。 (3)分析两种校正方案对系统性能的影响。
第6题
一氦氖激光器的小信号增益系数g0(
第9题
A.b1=4m,h01=1 m
B.b2=2m,h02=2m
C.b3=2.83m,h03=1.414m
D.b4=2.67m,h04=1.5m
第10题
A.1202.0
B.1100.0
C.1400.0
D.700.0



















