

 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
现需要钻一个深度为38的孔,刀具长度补偿值为H02=7.96,实测深度为38.04,问如果要达到要求,应如何调整刀具长度补偿值()。
A.8.000
B.7.92
C.7.9
D.以上都不对
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.8.000
B.7.92
C.7.9
D.以上都不对
答案
 更多“现需要钻一个深度为38的孔,刀具长度补偿值为H02=7.96,实测深度为38.04,问如果要达到要求,应如何调整刀具长度补偿值()。”相关的问题
更多“现需要钻一个深度为38的孔,刀具长度补偿值为H02=7.96,实测深度为38.04,问如果要达到要求,应如何调整刀具长度补偿值()。”相关的问题
第1题
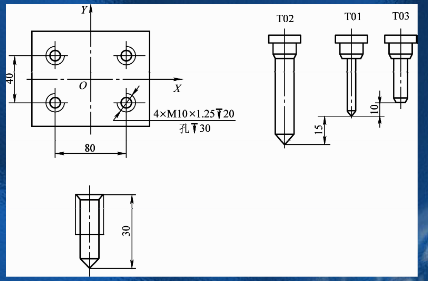
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-
第3题
A.以上内容全选
B.撤消孔加工固定循环指令为G80.此外,G0OG01G02G03也起撤销作用
C.孔加工循环指令是模态指令,一旦建立。一直有效,直到被新的加工方式代替或被撤销;孔加工数据也是模态值
D.孔加工固定循环指令执行前,必须先用M指令使主轴转动
E.孔加工固定循环中,刀具长度补偿指令在刀具至R点时失效
第4题
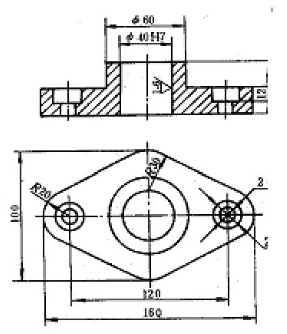
用数控铣床对图所示零件进行加工,要求完成以下内容。

1)补齐程序中画线处的程序段。
2)根据程序中的数据,在解释栏中填入程序说明。
3)该零件的不同加工部分所用铣刀应进行选择:深度为5的异形轮廓的加工用(1),刀具编号及其补偿号均为01;中心球面的加工应选用(2),刀具编号及其补偿号均为02;两个通孔的加工采用(3),刀具编号及其补偿号均为03。
4)读完两段程序后,请问:两程序中使用的G54和G55的参数是否相同?若不同,是哪些参数不同?(4)

第7题
如图3-46所示,用 8.6mm钻头(T01标准刀)钻孔,用
8.6mm钻头(T01标准刀)钻孔,用 16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/min,f=0.1mm/r;倒角:v=50m/min,f=0.1mm/r;攻螺纹:v3=8m/min,f=1.25mm/r。利用刀具长度补偿及固定循环编程。
16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/min,f=0.1mm/r;倒角:v=50m/min,f=0.1mm/r;攻螺纹:v3=8m/min,f=1.25mm/r。利用刀具长度补偿及固定循环编程。
第8题
图(a)所示为水泵的一个部件,其支架一端面距气缸一端面的尺寸

第9题
钻削如图所示

提示:
第10题
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
第11题
A.不带水开挖时共识,何地管沟中心线便宜不应大于100mm
B.穿越段的聚乙烯燃气管道,管材表面划伤深度不应超过管材壁厚的10%
C.水平定向钻钻进导向孔时,应在一根钻杆的长度内完成所有的纠偏
D.不带水开挖施工时,河底管沟深度应符合设计要求,允许偏差应为±200mm
E.水平定向钻钻进导向孔时,没跟钻杆的测量不得少于1次



















